
【中关村在线LED频道】12月12日,国家节能中心召开高效照明节能技术最佳实践案例新闻发布会,发布10个“高效照明节能最佳实践案例”技术”节能照明,引导用户采用高效照明和节能技术,达到节约能源、应对气候变化的效果。
国家节能中心相关负责人表示,以目前我国商业和公共建筑室内照明2100亿千瓦时计算节能照明,如果提高灯具效率,使照明能耗降低30%,将有近400亿千瓦时的节能空间。
高效照明与节能技术最佳实践案例发布会(图片来自新浪)
去年年中,国家节能中心在北京组织召开了“发展高效照明与节能技术最佳实践案例”项目协调会。会议对该案给予了充分肯定,并就下一步案例选择的重点和方向提出了意见和建议。根据会议讨论结果,国家节能中心明确研发了“高效照明灯具应用”、“光基管道照明系统应用”等案例,并在现场开展对已确定的替代案例进行监测和其他工作。

在12日公布的10起案件中,涉及LED照明的案件多达5起。国家节能中心相关专家表示,在影视舞台、手术室、地下车库等场所,若能将LED这种新型光源与智能控制相结合,节能效益将大增。最大化。
除了采用新型光源,智能化管理也是节约照明和用电的重要途径。12日公布的案例显示,中山市大涌镇组织实施道路绿色照明改造工程后,路面平均照度提高50%,节电率达到42%。
国家节能中心相关负责人表示,近年来,随着我国经济的快速发展和人民生活水平的提高,照明用电占全国用电总量的比重不断提高。未来,中国对照明用电的需求仍将有强劲的增长趋势。照明节能将成为节能减排和应对气候变化的重要内容,而推广高效照明产品将是照明节能的重要手段之一。
概括
针对某水泥厂一号线窑系统变量多、耦合强、非线性等特点,AVEVA以多变量模型预测控制(MPC)为核心,结合优化、神经网络和嵌入式等功能模块编程语言被采用。APC工控系统软件实现了窑炉系统的实时优化控制。在稳定生产过程和熟料质量的基础上,降低了窑炉系统的煤耗和电耗,大大减轻了操作人员的劳动强度。力量。
关键词
AVEVA APC 系统 | 提前调整 | 卡边控制
多变量模型预测控制| 软传感 | 减少消耗
水泥熟料生产过程复杂,影响生产过程的变量较多,耦合性明显。采用PID回路和DCS控制常规仪表的方法虽然能起到一定的稳定生产作用,但也存在一些显着的缺点,如:熟料质量不稳定,高度依赖于操作人员的生产经验,单位煤耗和单位耗电量较高。
AVEVA APC 工业控制系统软件
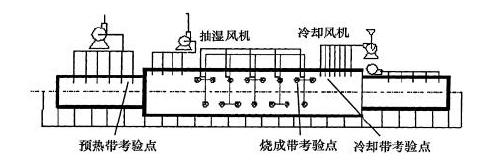
为解决上述问题,采用以多变量模型预测控制为核心的先进控制软件AVEVA APC系统,对陕西某水泥厂1号线窑进行了试调试。通过控制高温风机、尾排风机、头部排风机等设备,测试预热器出口气体分析仪、烟室高温分析仪、窑头比色高温镜头等仪器。有望达到稳定控制和经济优化的目的。在稳定生产的同时,可以提高装置的生产能力,降低单位产品能耗,实现经济效益最大化。
AVEVA APC系统介绍
AVEVA APC系统主要包括多变量模型预测控制模块、优化模块、嵌入式编程语言模块、软测量技术、神经网络模块、二级运行循环和窑炉系统先进控制器设计等。
多元模型预测控制模块
通过变量间的模型,可以识别各种干扰因素对控制变量的影响。当扰动发生时,可以预测未来被控变量的变化,及时调整控制策略,从而提高过程控制的质量。
优化模块
通过优化技术找到装置的最佳运行点,利用模型预测控制模块使装置稳定在最佳点,达到装置经济效益最大化的目的。
嵌入式编程语言模块
AVEVA APC系统软件平台支持嵌入式编程语言(),有助于实现基于专家知识的逻辑控制、自适应控制等多种智能控制功能。
软传感技术
它可以实时测量熟料游离钙等无法直接测量的变量,为过程控制提供重要依据。
神经网络模块
径向基函数(RBF)神经网络用于拟合非线性方程,同时可以快速学习训练并应用于在线跑分软件。
二级运行周期
AVEVA APC系统运行周期可达秒级,大大提高响应速度,快速抑制干扰,实现稳定生产。
AVEVA APC系统控制方式
窑炉系统AVEVA APC系统控制器建立在DCS之上,通过OPC接口实现对DCS数据的读写操作。通过控制煅烧炉温度、窑尾系统风量、煅烧温度、窑头排风机、篦床料层厚度和冷却风量,无熟料钙软仪是用于为连续控制提供依据,进而控制熟料质量。
煅烧炉温度控制
分解炉承担着90%以上的原料分解任务,分解炉出口温度可以反映物料在分解炉内的预分解状态。分解炉温度的稳定性对分解炉的运行非常重要,温度受生料投料量、生料成分等诸多因素的影响,也存在许多不可测量的扰动变量。这导致复杂多变的煅烧炉温度。过去高度依赖操作人员的人工控制,不仅极难稳定,而且劳动强度大。
AVEVA APC系统采用多变量模型预测控制,建立固废/二、三次风温度/进料量等关键变量对分解炉温度影响的量化模型,通过多变量预测分解炉温度变化趋势模型,并根据未来预测值提前调整尾煤量,利用提前调整代替偏差反馈调整,提高控制效果。同时,AVEVA APC系统可以利用反馈修正模块对预测值进行实时调整,避免静态误差,从而解决不可测变量带来的干扰。
窑尾系统风量控制
煤粉在回转窑和煅烧炉中燃烧需要充足的氧气,但过大或过小的风量都不能达到理想的效果。AVEVA APC系统优化控制器主要参考CO、O2、C1出口压力和窑尾烟室O2值,自动调节高温风机转速,将高温风机转速降至最低在保证这些控制变量在控制范围内的前提下。避免热量浪费和电力浪费。
煅烧温度控制
生料在回转窑内加热分控器,发生固相反应、氧化钙吸收反应和硅酸三钙生成反应,最终形成水泥熟料。窑内煅烧温度是整个烧成系统的核心参数。窑内烧成温度的稳定控制是保证整个烧成系统热态稳定的关键。然而,烧制区的温度通常是不可预测的。AVEVA APC系统通过参考窑电流、窑尾NOx、窑尾烟室温度、游离钙软测量等参数综合评估燃烧系统的热状态,通过调节给煤量来控制窑炉窑头、进料量和窑速。
窑炉排风机控制
为了技术和安全起见,需要将窑罩的压力控制在微负压状态,以免火焰喷出造成危险。AVEVA APC系统优化控制器通过调节窑头排风机控制窑头罩压力,保持微负压,在保证窑头负压在可控范围内的同时,最大限度地降低窑头排风机转速,降低功耗。
篦床厚度控制
篦冷机是熟料淬火、冷却和热回收的重要设备。篦冷机换热效率的高低直接影响到烧成过程中的煤耗,稳定的料层厚度有助于稳定换热,同时稳定和提高两者。三风温。AVEVA APC系统优化控制器参考四排篦床油压和篦板压差自动调节四排篦速,实现料层厚度的稳定,提高料层厚度。热交换效率。同时参考二次风温度、篦床油压和比色高温计温度,主动调整篦床油压整定值,
冷却风量控制
熟料从窑头进入篦冷机后,需要快速冷却,同时熟料需要通过篦冷机冷却到环境温度加上65℃的贮存温度。熟料的冷却一部分依靠高温风机拉风,另一部分依靠炉排下的冷却风机鼓风。AVEVA APC系统优化控制器控制V1、V2风扇挡板的开度,在满足风扇电流约束的前提下,实现风量最大化;V3~V7风机采用卡缘优化熟料温度,根据熟料温度对熟料温度进行分级,减少风机挡板,实现经济控制。
免费测钙软仪
目前,国内水泥熟料中游离钙含量的检测方法主要有化学分析法和荧光分析仪法,检测周期多为每次1-2小时,不利于实时控制。AVEVA APC系统采用基于径向基函数(RBF)的神经元网络模型,收集历史数据,选择高度相关的可测量变量,训练回归非线性模型。熟料中游离钙的含量可以通过可测量且相关性强的变量实时预测。通过连续7天与测试值对比,可以发现预测值与测试值一致,准确率可达80%以上。
游离钙软测定仪预测值与7天实测值对比
AVEVA APC系统控制效果
AVEVA APC系统控制器投入使用后,窑炉系统运行平稳。在正常工作条件下,完全可以代替操作人员的人工操作。AVEVA APC系统在线运行率达到95%以上。
从下图和下表可以看出分控器,与手动控制相比,AVEVA APC系统控制器大大降低了关键变量的波动,提高了生产过程的稳定性。其中,分解炉出口温度波动标准差下降64.6%,二次风温度波动标准差下降50.2%,窑罩负压波动标准差下降53.8%,无熟料标准差下降钙波动下降了44.1%。
AVEVA APC系统进行自动控制时:窑罩负压基本控制在给定上限,实现卡边控制;二次风温度波动幅度明显减小。表明AVEVA APC系统控制器能够明显稳定和改善窑况,始终保持良好的烧成热状态。
通过AVEVA APC系统72小时人工操作和72小时自动操作,水泥窑AVEVA APC控制系统可降低熟料工艺标准煤耗2.22%,熟料工艺电耗降低1.55%。增产降耗。
窑炉关键变量控制效果对比图
窑炉关键变量标准差对比数据表
AVEVA APC系统在陕西某水泥熟料生产线窑炉系统的应用表明,通过AVEVA APC系统的实施,可以显着降低操作人员的劳动强度和误操作的可能性,减少操作人员水平的差异。被淘汰,可以保持操作的一致性。从而有效提高系统的稳定性,降低熟料煤耗和工艺电耗。
同时,AVEVA APC系统控制器还可以通过数据接口与能源管理系统、质量系统等智能工厂子系统联动,实现更高层次的闭环控制,构成智能工厂整体解决方案的子系统。